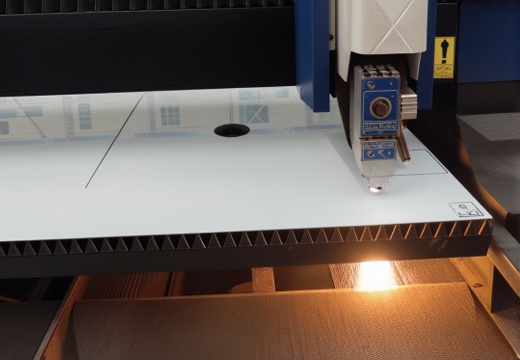
Préparation des matières premières
Sélectionnez des tôles d'acier inoxydable de haute qualité (épaisseur 0,8-1,2 mm, nuance 304/316) et inspectez-les pour détecter les défauts de surface et la composition chimique.
Équipement:
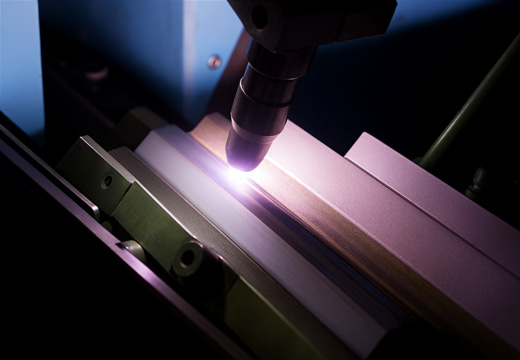
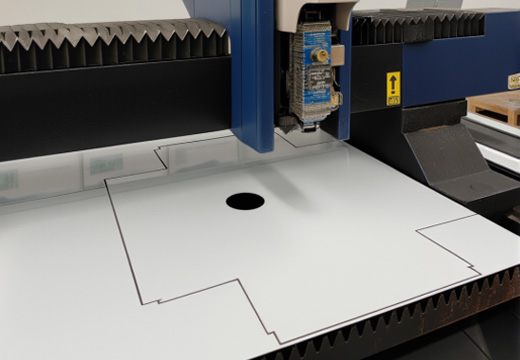
Machine de découpe laser, instrument de test des matériaux.
Paramètre clé :
Dureté de la plaque HRB 80-90 pour assurer la résistance à la fissuration lors de l'étirage.
Contrôle de qualité:
Vérification de la certification des matériaux par un tiers, taux d'échantillonnage de 100 %.